Deca MIG Series Руководство по эксплуатации - Страница 4
Просмотреть онлайн или скачать pdf Руководство по эксплуатации для Сварочная система Deca MIG Series. Deca MIG Series 4 страницы.
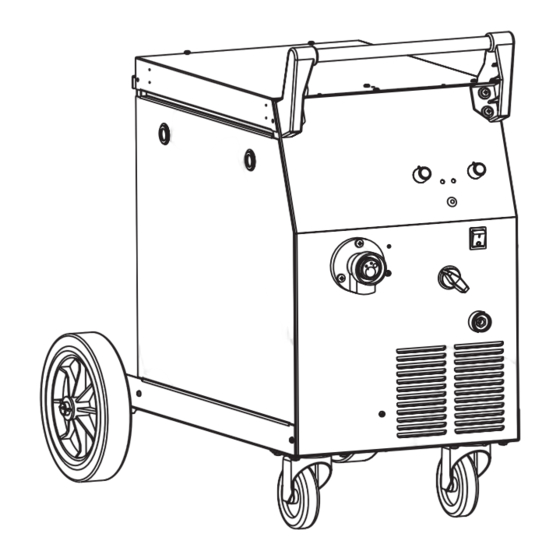
Main parts Fig. 1
A) Spool compartment access door
B) Spool holder reel
C) Wire feeder
D) Power cable
E) Gas hose connection
F) ON/OFF switch
H) Torch connector
I) Ground cable/inductor connector
L) Protective fuses
M) Voltage change terminal board**
** (This component may not be included on some models).
Technical data
A data plate is affixed to the welding machine. Fig. 2 shows an example of this plate.
A) Constructor name and address
B) European reference standard for the construction and safety of welding equipment
C) Symbol of the welding machine internal structure
D) Symbol of the foreseen welding process
E) Symbol of the continuous current delivered
F) Input power required:
3˜ alternate three-phase voltage, frequency
G) Level of protection from solids and liquids
H) Symbol indicating the possibility to use the welding machine in environments
potentially subject to electric discharges
I) Welding circuit performance
U0V
Minimum and maximum open circuit voltage (open welding circuit).
I2, U2 Current and corresponding normalised voltage delivered by the welding
machine.
X
Duty cycle. Indicate how long the welding machine can work for and how
long it must rest for in order to cool down. The time is expressed in % on the
basis of a 10 minute cycle (e.g. 60% means 6 min. work and 4 min. rest).
A / V
Current adjustment field and corresponding arc voltage.
J) Power supply data
U1
Input voltage (permitted tolerance: +/- 10%)
I1 eff Effective absorbed current
I1 max Maximum absorbed current
K) Serial number
L) Weight
M) Safety symbols: Refer to Safety Warnings
Technical data for torch and wire feeder Fig.3
Connections to the mains must be made by expert or qualified personnel.
Make sure that the welding machine is switched off and the plug is not in the power socket
before carrying out this procedure.
Make sure that the power socket that the welding machine is plugged into is protected by
safety devices (fuses or automatic switch) and grounded.
The device must be connected only to a supply system, with an earthed 'neutral' lead.
Assembly and electrical connections
¾ Assembly the detached parts found in the packaging Fig. 8.
¾ Check that the electrical supply delivers the voltage and frequency corresponding to
the welding machine and that it is fitted with an automatic switch suited to the maximum
delivered rated current (I2max) Fig. 4,1.
L
The requirements set out in the IEC/EN61000-3-12 standard do not apply to this
equipment. If this equipment is connected to low voltage power supply network, either
the installer or the user is responsible for checking that this can be done (consult the
distribution system operator if required).
¾ Plug. If the welding machine is not fitted with a plug, fit a normalised plug (3P+T for 3Ph)
of suitable capacity to the power cable Fig.4,2.
¾ If the welding machine is designed to operate at two different voltages, select the required
voltage on the terminal board, which is accessed by removing the cover. Fig. 5.
L
The welding machines are set to the highest voltage at the factory.
Preparing the welding circuit
¾ Connect the ground lead to the welding machine and to the piece to be welded, as close
as possible to the point to be welded.
**
¾ Connect the torch
to the welding machine socket.
L
The recommended sections (mm2) of the welding cable, based on the maximum delivered
rated current (I2 max), are shown in Fig. 4,3.
Installing the continuous wire
For installation, follow the instructions in Fig. 6.
The material and diameter of the wire must correspond to the wire feeder roller Fig.
6,4,a, the contact tip Fig. 6,7,b and the torch liner. If the measurements do not match,
there may be problems with the smooth running of the wire.
L
The pressure of the wire pressing knob Fig. 6,4,c is important for correct operation. If
the wire slips, there will be problems with the welding; if on the other hand it is too tight,
it may be deformed and will not run smoothly through the torch. It can be adjusted as
follows: screw the wire pressing knob until it starts to draw the wire, then, if the wire is
soft (aluminium, cored wire) turn the screw once more; if the wire is hard (steel, stainless
steel, etc.) turn the screw three more times.
L
To remove the continuous wire easily from the welding machine, cut the wire between the
spool and the wire feeder, keeping it taut, and then tie it to the spool. The open the wire
guider arm and, using a pair of pliers, pull the piece of wire out of the torch.
950686-00 22/09/18
Starting up
Installing the protective gas cylinder** and pressure reducer**
Place the protective gas cylinder in an upright position, far away from the welding area.
Use the welding machine support or some other fixed part so that there is no risk of it
falling or being damaged.
For installation, follow the instructions in Fig. 7.
Gas
Application
Argon
All non-ferrous metals (aluminium)
Argon + 1-3%O
Stainless steel
2
Argon + 20%CO
Low carbon steel
2
CO
Low carbon steel
2
L
Argon/CO2 is preferable to CO2 as it guarantees better results.
L
Close the gas valve on the cylinder and zero-set the pressure reducer once you have
finished work.
** (This component may not be included with some models).
Welding process: description of controls and
Once you have put the welding machine into operation, switch it on, open the protective
gas valve and carry out the adjustments following the order shown in the description of
the controls, Fig. 1.
1) Adjusting the welding current
Select the welding current according to the work to be carried out. Start with a low current
if the metal is thin. Then increase the current until the best position is found.
L
Do not adjust the welding current while welding, as the current could damage the switches.
2) Adjusting the wire speed
To start welding, press the trigger on the torch and adjust the continuous wire speed
Fig.4,4 The speed is correct when the noise of the welding arc is regular and constant. If
the speed is too fast, the wire presses against the piece, and if it is too slow the welding
arc stretches and the wire melts in drops. If you cannot find the correct speed, adjust the
welding current instead.
3) Welding timer
When welding a number of equal, single points, this control can be used to set the length
of each weld. The function is useful for nailing on only one side. When this control is not
required, make sure that the potentiometer /switch is in the OFF position.
4) Burn back
Modifies the length of the wire that remains outside the contact tip at the end of the
welding operation. The setting carried out at the factory should be correct.
5) Soft start
Modifies the approach speed of the wire to the piece to be welded at the start of welding.
The setting carried out at the factory should be correct.
6) Thermal cutout signal
The warning light switched on means that the thermal protection is running.
If the duty cycle "X" shown on the data plate is exceeded, a thermal cutout stops
the machine before any damage is caused. Wait for operation to be resumed and, if
possible, wait a few minutes more.
If the thermal cutout continues to cut in, the welding machine is being pushed beyond its
normal performance levels.
Recommendations for use
Only use an extension lead when absolutely necessary and providing it has an equal or
larger section to the power cable and is fitted with a grounding conductor.
Do not block the welder air intakes. Do not store the welder in containers or on shelving
that does not guarantee suitable ventilation.
Do not use the welder in any environment in the presence of gas, vapours, conductive
powders (e.g. iron shavings), brackish air, caustic fumes or other agents that could damage
the metal parts and electrical insulation.
L
The electric parts of the welder have been treated with protective resins. When used for
the first time, smoke may be noticed; this is caused by the resin drying out completely.
The smoke should only last for a few minutes.
Switch off the welder and remove the plug from the power socket before carrying out any
maintenance operations.
Ordinary maintenance to be carried out periodically by the operator depending on use.
• Check the gas hose, torch cable and ground cable connections. • Clean the contact
tip and the gas diffuser with an iron brush. Replace if worn. • Clean the outside of the
welder with a damp cloth.
Every time the wire spool is replaced:
• Check the alignment, cleanliness and state of wear of the wire roll Fig.10. • Remove
any metal powder deposited on the wire feeder mechanism. • Clean the wire guide liner
with anhydrous solvent and grease remover and dry with compressed air. • Check the
condition of the warning labels. • Replace any worn parts.
Extraordinary maintenance to be carried out by expert staff or qualified electrical
mechanics periodically depending on use. (Apply the rule EN 60974-4).
• Inspect the inside of the welder and remove any dust deposited on the electrical parts
(using compressed air) and the electronic cards (using a very soft brush and appropriate
cleaning products). • Check that the electrical connections are tight and that the insulation
on the wiring is not damaged.
3
signals
Maintenance